

要求内容
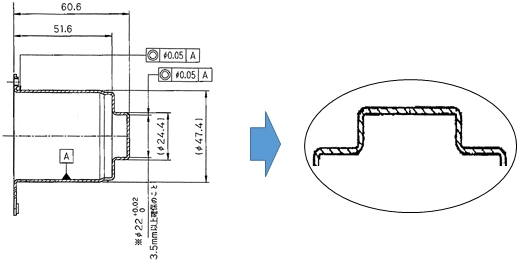
メタルハウス部の要求がφ22.00~22.02mmを深さ方向で3.5mm以上確保する事が要求されました。
円筒度に置き換えると0.01以下という事になります。
既存製品はメタルハウス部の径、公差幅φ0.02~0.03程で円筒度の要求は有りませんでした。
φ公差を確保していた部位
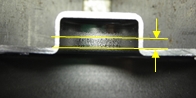
円筒度は0.02前後

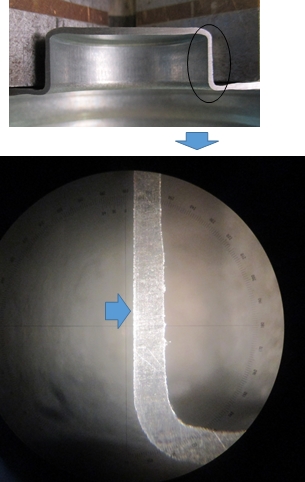
既存品と要求品の比較 (メタルハウス部切断写真)
既存品
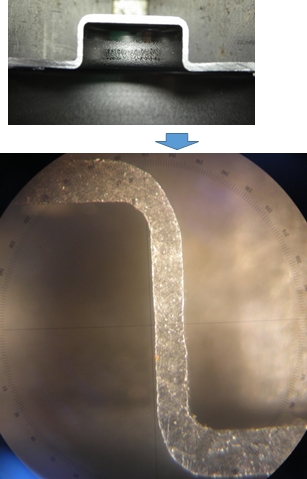
要求品
円筒度を確保出来た為、断面内周側が一直線状に成っています。
要求図面
解決策
一般品の通常の絞りでは、絞り時にショックマークが起こり一定な板厚に成りません。
(ショックマーク:成形加工のさいパンチが板材にあたったショックでダイス角半径部にあった板材に曲がりと板厚減少が起こること)
本製品は円筒度の要求0.01以下を含め他の外径絞りの要求も満足させるため工程のレイアウトを重視し
工程数、型の形状・精度を検討し繰り返しトライし要求を満足させました。
メタルハウス内側に曲がり、板厚減少が出ない様に外周側を押さえ込み内周側をしごき円筒度が出るよう解決しました。


